角抜き形状のあるゲージのコストダウン設計のポイント
Before
角抜き穴でこのR径の設定では直径φ0.07の ワイヤー線を使う必要があるが、この径のワイ ヤーではt =10 程度までしか安定した加工が できない。
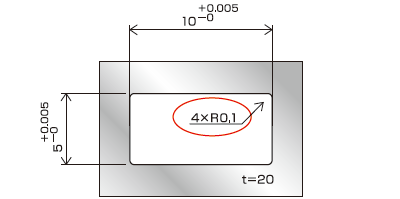
上図のようなゲージ内部の角抜き形状は一般にワイヤーカットで加工します。R が小さくなると 用いるワイヤー径も細くなりますが、細いワイヤー径では板厚が大きくなると加工の精度が安定 しなくなります。
After
ワイヤーカットによく用いられるワイヤーの線 径はφ0. 2 0で、このワイヤーならt =70まで 精度を出すことが可能であり、このワイヤー径 に合わせたR径の設計をすることで、高精度の ゲージを得ることができる。
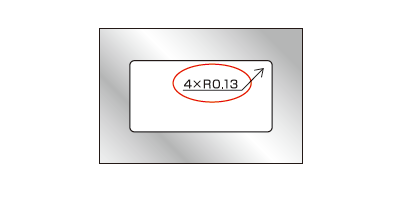
板厚が大きい高精度ゲージの抜き穴形状はワイヤーカットで加工できるように、各部分の設計を 行います。ワイヤー径がφ 0.20 のものであれば、板厚が70 まで安定した加工精度が出せるた め、R の設定はワイヤーの半径より少し大きなR0.13 以上に設計することで高精度加工が可能 になります。
一般に精密ゲージのワイヤーカットによる抜き穴形状は、ワイヤーの径が細ければ細いほど微細 な加工ができる反面、板厚が大きくなると精度が安定しません。高精度ゲージを得るためには、 角部R 等については使用するワイヤー線径に合わせた大きさに設計を行うことが重要です。