G(研削)記号のあるゲージのコストダウン設計のポイント
Before
※1:この設計指示(G記号による研 削指示)に従うと、この形状は 治具研削盤を用いて加工を行 うしか加工の選択肢がなく なってしまい、製作コストが上 がってしまう。
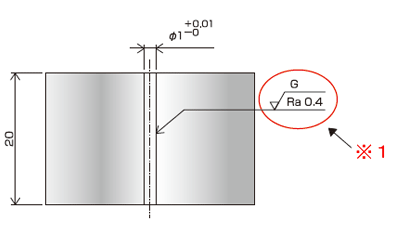
精密ゲージにおいて、円筒形状の穴の仕上げ加工を行う際、設計指示にG( 研削) 指示がある場 合は治具研削盤を用いて加工を行わなければならなくなります。しかし治具研削盤を用いてゲー ジの研削を行う場合、径によっては加工不可のものもあり、又、加工時間も長く掛かり、製作コ ストアップ、納期が延びる原因にもなります。
After
※2:この面粗さの表記なら他の加 工法の選択肢(この事例の場 合はワイヤーカット)でも実現 可能な数値であり、治具研削 加工を行う必要がなくなる。
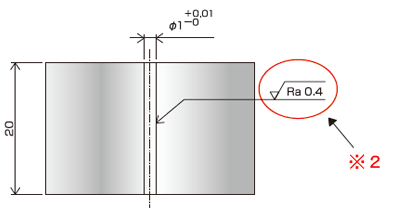
精密ゲージにおける面粗さの設定時には、実際に研削加工が必要ない場合はG 記号を外すこと でゲージの製作コストダウンが可能です。上図の例では治具研削盤を用いた加工しか許されてい ないことに対し、G 記号を外すと他の工作機械等で実施可能でありコストダウンにつながります。
精密ゲージの設計・製作において面粗さは公差と並び図面上で非常に重要な要件で、その設定次 第で、ゲージの納期やコストに大きな影響を与えます。「とりあえず」で面粗さは設定せず、必 要な部分に応じた適切な面粗さを設定することで製作コストを抑えることが出来ます。