

応対の早さと独自の技術力で業界トップクラスの短納期を実現しています。
実際の現場作業員や幾何学公差を熟知したものが窓口となり対応しています。最適なゲージや治具を検討し、提案させていただきます。
検査ゲージや治具には品質の保証として、一目で精度が確認できるような成績書を添付しています。
(ISO9001:2005年版 認証済)
これまで様々な業界や分野(一部上場企業を含む)の検査ゲージや治具を製作してきました。
【2023年の製作実績:2207件以上】
『製品一覧』から検査対象に最適な製品検査ゲージ、治具、測定器を絞り込みながらお見積りをしたり、図面に寸法を入力することで、図面を生成することが出来ます。
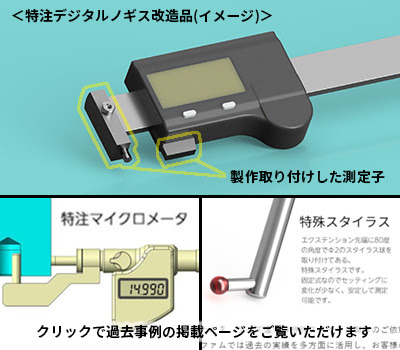
ゲージや治具についてまだ詳しくない方向けに詳しく解説したページや
特注ゲージの導入事例を掲載したサイトを運営しています。
コーポレートサイトを見る

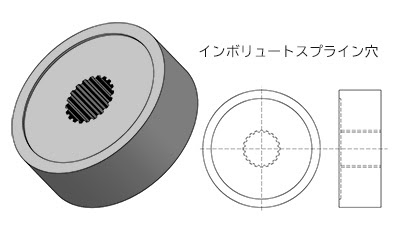
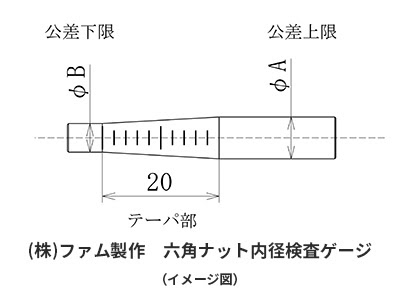
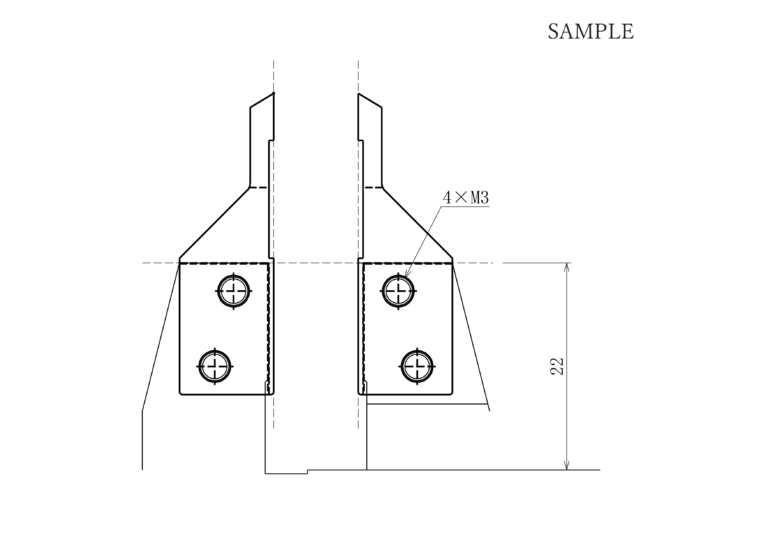
ファムは、0.001mm(ミクロン)単位の精密加工を得意としているものづくり企業です。主に、複雑で精密な形状を検査するためのゲージや治具と呼ばれる検具などを製作しております。「最高品質」ではなく、お客様にとって最も使い勝手が良い「最良品質」の製品を作ることと、受注後実働平均22日という短納期を目標にしています。
これまでに培ってきた多数の提案・製作実績から、お客様とのお打ち合わせの中で、お客様のお困り事を明確にし、解決策を提案後、お客様の現場に最適なゲージや治具を一貫して設計・製作しています。
ファムが設計・制作した特注ゲージを導入することで
時間、費用のコストダウンに成功した事例をご紹介しています。今後の参考にご活用ください。


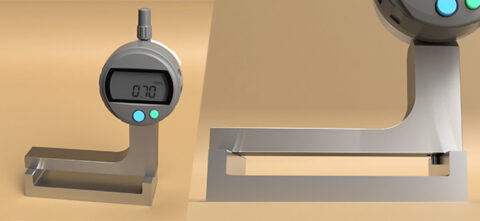
![特注仕様[面取り深さ測定器]の事例をご紹介いたします](https://www.fam1.co.jp/wp-content/uploads/2023/12/unnamed-1-480x270.jpg)